
Page 78 - Pafana
P. 78
I. NOŻE TOKARSKIE SKŁADANE TOOLHOLDERS РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ
noże tokarskie składane do przecinania, wcinania / toolholders for parting, undercutting
резцы для разрезаня и врезания
I.
STRONG blade SYSTEM
ZALETY:
Ustalenie płytki na dwóch powierzchniach pryzmatycznych i jednej powierzchni płaskiej z jednoczesnym zamocowaniem
siłami sprężystości pozwala uzyskać bardzo dobrą sztywność, dokładność i powtarzalność mocowania, co zapewnia
trwałość płytki wymiennej, i całego narzędzia.
1. Do mocowania przecinaków listwowych 150.19-..-., 151.19-..-., 155.19-..-. należy stosować oprawki PTND oraz PTNn.
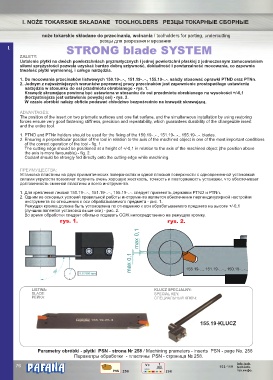
2. Jednym z najważniejszych warunków poprawnej pracy przecinaków jest zapewnienie prostopadłego ustawienia
narzędzia w stosunku do osi przedmiotu obrabianego - rys. 1.
Krawędź skrawająca powinna być ustawiona w stosunku do osi przedmiotu obrabianego na wysokości +/-0,1
(korzystniejsze jest ustawienie powyżej osi) - rys. 2.
W czasie obróbki należy obficie podawać chłodziwo bezpośrednio na krawędź skrawającą.
ADVANTAGES:
The position of the insert on two prismatic surfaces and one flat surface, and the simultaneous installation by using restoring
forces ensure very good fastening stiffness, precision and repeatability, which guarantees durability of the changeable insert
and the entire tool.
1. PTND and PTNn holders should be used for the fixing of the 150.19-..-., 151.19-..-., 155.19-..-. blades.
2. Ensuring a perpendicular position of the tool in relation to the axis of the machined object is one of the most important conditions
of the correct operation of the tool - fig. 1.
The cutting edge should be positioned at a height of +/-0,1 in relation to the axis of the machined object (the position above
the axis is more favourable) - fig. 2.
Coolant should be strongly fed directly onto the cutting edge while machining.
ПРЕИМУЩЕСТВА:
Установка пластины на двух призматических поверхностях и одной плоской поверхности с одновременной установкой
силами упругости позволяет получить очень хорошую жесткость, точность и повторяемость установки, что обеспечивает
долговечность сменной пластины и всего инструмента.
1. Для крепления лезвий 150.19-..-., 151.19-..-., 155.19-..-. следует применять державки PTND и PTNn.
2. Одним из основных условий правильной работы инструмента является обеспечение перпендикулярной настройки
инструмента по отношению к оси обрабатываемого предмета - рис. 1.
Режущая кромка должна быть установлена по отношению к оси обрабатываемого предмета на высоте +/-0,1
(лучшим является установка выше оси) - рис. 2.
Во время обработки следует обильно подавать СОЖ непосредственно на режущую кромку.
rys. 1. rys. 2.
155.19-..., 151.19-...-., 150.19-...-.,
LISTWA: KLUCZ SPECJALNY:
BLADE: SPECIAL KEY:
РЕЙКА: СПЕЦИАЛЬНЫЙ КЛЮЧ:
155.19-25-4
155.19- KLUCZ
Parametry obróbki - płytki PSN - strona Nr 258 / Machining prameters - inserts PSN - page No. 258
Параметры обработки - пластины PSN - страница № 258.
® f info.tech.
76 Vc 103-119 tech.info.
m/min
PSN 258 P M K K K K 258 тех.инфо.