
Page 309 - Pafana
P. 309
IV. PŁYTKI WIELOOSTRZOWE INDEXABLE INSERTS МНОГОГРАННЫЕ ПЛАСТИНЫ
turning
technical information
D. Selection of chipbreaker.
In the dependence from the type of machining and type of machined matrial one should select appropriate
chipbreakers presed or ground on the surface of insert. The assortment of available chipbreakers can be foud in
table - Page 248 for negative inserts for turning and table - Page 222 for positive inserts for turning.
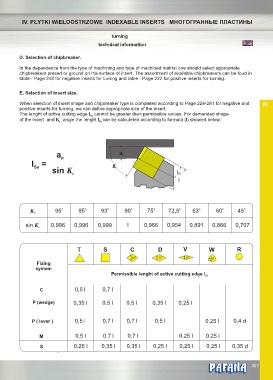
E. Selection of insert size.
When selection of insert shape and chipbreaker type is completed according to Page 224-281 for negative and IV.
positive inserts for turning, we can define appropriate size of the insert.
The lenght of active cutting edge l cannot be greater then permissible values. For demanded shape
Sa
of the insert and K angle the lenght l can be calculeted according to formula (l) showed below:
Sa
r
a p ap
l =
Sa K r
sin K
r lsa
l
K r 95 o 95 o 93 o 90 o 75 o 72,5 o 63 o 60 o 45 o
sin K r 0,996 0,996 0,999 1 0,966 0,954 0,891 0,866 0,707
T S C D V W R
80 O 55 O 35 O 80 O
Fixing
system
Permissible lenght of active cutting edge l
Sa
C 0,5 l 0,7 l
P (wedge) 0,35 l 0,5 l 0,5 l 0,35 l 0,25 l
P ( lever ) 0,5 l 0,7 l 0,7 l 0,5 l 0,25 l 0,4 d
M 0,5 l 0,7 l 0,7 l 0,25 l 0,25 l
S 0,25 l 0,35 l 0,35 l 0,25 l 0,25 l 0,25 l 0,35 d
.
®
307