
Page 310 - Pafana
P. 310
IV. PŁYTKI WIELOOSTRZOWE INDEXABLE INSERTS МНОГОГРАННЫЕ ПЛАСТИНЫ
turning
technical information
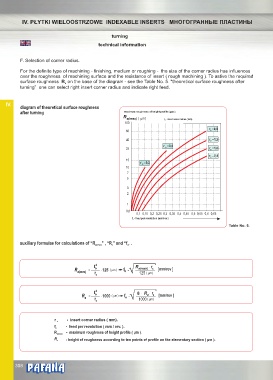
F. Selection of corner radius.
For the definite type of machining - finishing, medium or roughing - the size of the corner radius has influences
over the roughness of machining surface and the resistance of insert ( rough machining ). To astive the required
surface roughness R on the base of the diagram - see the Table No. 5. "theoretical surface roughness after
a
turning” one can select right insert corner radius and indicate right feed.
IV.
diagram of theoretical surface roughness
after turning maximum roughness of height profile ( m ).μ
R a(max) r insert corner radius - ( mm) .
100 e
r =0,8
60 e
40 r =1,2
e
r =0,4
25 e r =1,6
e
r =2,4
e
15
r =0,2
e
10
7
5
3
2
1
0,6
0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5 0,55 0,6 0,65
f - feed per revolution (mm/rev.)
o
Table No. 5.
” , “R ” and “f .
auxiliary formulas for calculations of “R a(max) z o”
2 R
a(max)
R a(max) = · 125 = 125 · [mm/rev ]
2 · 8 R ·
R = · 1000 = z [mm/rev ]
z
1000
- insert corner radius ( mm).
r ε
f - feed per revolution ( mm / rev. ).
o
- maximum roughness of height profile ( μm ).
R a(max)
R - height of roughness according to ten points of profile on the elementary section ( μm ).
z
®
308