
Page 306 - Pafana
P. 306
IV. PŁYTKI WIELOOSTRZOWE INDEXABLE INSERTS МНОГОГРАННЫЕ ПЛАСТИНЫ
toczenie
informacje techniczne
Wartość posuwu nie może być jednocześnie zbyt mała z uwagi na prawidłowe łamanie wiórów określone
na wykresie łamania, podanym dla wybranej płytki. Przy niesztywnym układzie Obrabiarka - Uchwyt - Przedmiot -
- Narzędzie i tendencjach do drgań oraz tam, gdzie szczególnie zależy na gładkości i wyglądzie powierzchni
(ślady obróbki) należy dobierać mniejsze wartości promienia r .
e
Przy obróbkach dokładnych należy zatem optymalizować posuw f i wielkość promienia r , wychodząc z możliwie
e
najmniejszych promieni i dobierając posuw f ł f , zapewniający właściwe łamanie wiórów. Dla obróbki zgrubnej
(max)
należy dobierać możliwie duże promienie naroża r , pozwalające uzyskać dużą wytrzymałość płytki i jednocześnie
e
IV. duże wartości posuwu f.
Wartości posuwów nie mogą przekraczać wartości granicznych:
- Dla płytek kwadratowych S i rombowych C f ł (0,6 - 0,7) r
e
- Dla płytek trójkątnych T i rombowych D f ł (0,4 - 0,6) r e
G. Dobór gatunku węglika spiekanego.
Wybrane płytki dostępne są w gatunkach węglika spiekanego zaznaczonych kropkami na kartach katalogowych,
przedstawiających asortyment płytek. Charakterystyka gatunków i ich przynależność do grup zastosowania ISO
przedstawiona jest na str. 232-246 i 269-281. Znajdują się tam również informacje o stosowanych rodzajach
powłok z: TiN, TiCN, Al O , TiAlN nakładanych metodą chemiczną CVD lub
3
2
fizyczną PVD. Do obróbek zgrubnych należy dobierać gatunki węglików o większej ciągliwości. Do obróbek
dokładnych należy dobierać gatunki węglików o większej odporności na ścieranie. W większości płytek PAFANY
istnieje ścisły związek funkcjonalny rodzaju łamacza i gatunku węglika spiekanego, co pozwala dobrać optymalny
rodzaj płytki do konkretnego zadania technologicznego. Wyboru gatunku należy dokonywać zaczynając od
"gatunku pierwszego wyboru", który jest zaznaczony symbolem na kartach katalogowych z asortymentem
płytek.
H. Dobór parametrów obróbki.
Właściwe parametry skrawania dla określonej obróbki uzależnione są od:
- rodzaju obrabianego materiału ( jego właściwości ), - rodzaju obróbki ( dokładna, średniodokładna, zgrubna ),
- obrabiarki ( jej stanu technicznego ), - oraz wcześniej dobranych narzędzi i płytek ( gatunku i łamacza ).
Przy doborze parametrów skrawania, posuwu f ,głębokości skrawania a i prędkości skrawania V, należy kierować
0
p
się poniższymi zasadami:
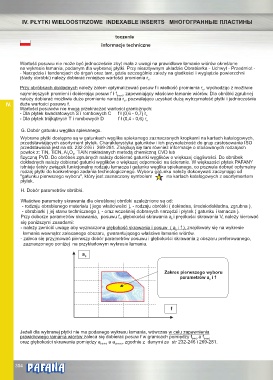
- należy zwrócić uwagę aby wyznaczona głębokość skrawania i posuw ( a i f ), znajdowały się na wykresie
p
łamania wewnątrz zalecanego obszaru, gwarantującego właściwe łamanie wiórów.
- zaleca się przyjmować pierwszy dobór parametrów posuwu i głębokości skrawania z obszaru preferowanego,
zaznaczonego poniżej na przykładowym wykresie łamania.
a p
Zakres pierwszego wyboru
parametrów a i f
p
f
Jeżeli dla wybranej płytki nie ma podanego wykresu łamania, wówczas w celu zapewnienia
prawidłowego łamania wiórów zaleca się dobierać posuw f w granicach pomiędzy f (min) a f (max)
oraz głębokości skrawania pomiędzy a p(min) a a p(max) , zgodnie z danymi ze str 232-246 i 269-281.
®
304