
Page 303 - Pafana
P. 303
IV. PŁYTKI WIELOOSTRZOWE INDEXABLE INSERTS МНОГОГРАННЫЕ ПЛАСТИНЫ
toczenie
informacje techniczne
Dobór płytek wieloostrzowych i parametrów obróbki przy toczeniu.
Doboru płytki i parametrów obróbki dokonuje się w oparciu o następujące dane wejściowe:
- materiał, - kształt, - dokładność wymiarów i kształtu,
Przedmiot obrabiany
- chropowatość powierzchni.
IV.
Obrabiarka - moc, - prędkość obrotowa wrzeciona,
- sztywność układu Obrabiarka - Uchwyt- Przedmiot - Narzędzie.
W zależności od zadania obróbkowego, określonego w danych wejściowych należy dokonać doboru
odpowiedniego: kształtu płytki, łamacza, gatunku węglika spiekanego i parametrów obróbki - głębokości skrawania,
posuwu i prędkości skrawania. Zalecany jest następujący tok postępowania :
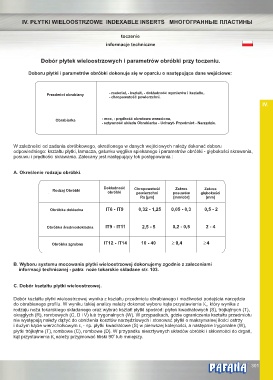
A. Określenie rodzaju obróbki.
Rodzaj Obróbki Dokładność Chropowatość Zakres Zakres
. obróbki powierzchni posuwów głębokości
Ra [ m]μ [mm/obr] [mm]
Obróbka dokładna IT6 - IT9 0,32 - 1,25 0,05 - 0,3 0,5 - 2
Obróbka średniodokładna IT9 - IT11 2,5 - 5 0,2 - 0,5 2 - 4
Obróbka zgrubna IT12 - IT14 10 - 40 0,4 4
B. Wyboru systemu mocowania płytki wieloostrzowej dokonujemy zgodnie z zaleceniami
informacji technicznej - patrz noże tokarskie składane str. 103.
C. Dobór kształtu płytki wieloostrzowej.
Dobór kształtu płytki wieloostrzowej wynika z kształtu przedmiotu obrabianego i możliwości podejścia narzędzia
do obrabianego profilu. W wyniku takiej analizy należy dokonać wyboru kąta przystawienia K , który wynika z
r
rodzaju noża tokarskiego składanego oraz wybrać kształt płytki spośród: płytek kwadratowych (S), trójkątnych (T),
okrągłych (R), rombowych (C, D i V) lub trygonalnych (W). W przypadkach, gdzie ograniczenia kształtu przedmiotu
nie występują należy dążyć do obniżenia kosztów narzędziowych i stosować płytki o maksymalnej ilości ostrzy
i dużym kącie wierzchołkowym ε - np. płytki kwadratowe (S) w pierwszej kolejności, a następnie trygonalne (W),
r
płytki trójkątne (T), rombowe (C), rombowe (D). W przypadku niesztywnych układów obróbki i skłonności do drgań,
o
kąt przystawienia K należy przyjmować bliski 90 lub mniejszy.
r
®
301