
Page 211 - Pafana
P. 211
III. NARZĘDZIA OBROTOWE ROTARY TOOLS ОБОРОТНЫЕ ИНСТРУМЕНТЫ
3.1. modułowy system wytaczarski “MULTI PAFANA” / boring modular system “MULTI PAFANA “
модульная система вытачивания “MULTI PAFANA”.
informacje techniczne
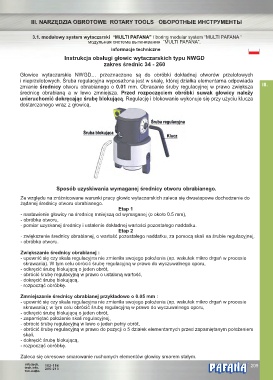
Instrukcja obsługi głowic wytaczarskich typu NWGD
zakres średnic 34 - 260
Głowice wytaczarskie NWGD… przeznaczone są do obróbki dokładnej otworów przelotowych
i nieprzelotowych. Śruba regulacyjna wyposażona jest w skalę, której działka elementarna odpowiada
III.
zmianie średnicy otworu obrabianego o 0.01 mm. Obracanie śruby regulacyjnej w prawo zwiększa
średnicę obrabianą a w lewo zmniejsza. Przed rozpoczęciem obróbki suwak głowicy należy
unieruchomić dokręcając śrubę blokującą. Regulację i blokowanie wykonuje się przy użyciu klucza
dostarczonego wraz z głowicą..................................................................................................................
Sposób uzyskiwania wymaganej średnicy otworu obrabianego.
Ze względu na zróżnicowane warunki pracy głowic wytaczarskich zaleca się dwuetapowe dochodzenie do
żądanej średnicy otworu obrabianego.
Etap 1
- nastawienie głowicy na średnicę mniejszą od wymaganej (o około 0.5 mm),
- obróbka otworu,
- pomiar uzyskanej średnicy i ustalenie dokładnej wartości pozostałego naddatku.
Etap 2
- zwiększenie średnicy obrabianej, o wartość pozostałego naddatku, za pomocą skali na śrubie regulacyjnej,
- obróbka otworu.
Zwiększanie średnicy obrabianej :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie
skrawania). W tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót,
- obrócić śrubę regulacyjną w prawo o ustaloną wartość,
- dokręcić śrubę blokującą,
- rozpocząć obróbkę.
Zmniejszanie średnicy obrabianej przykładowo o 0.05 mm :
- upewnić się czy skala regulacyjna nie zmieniła swojego położenia (np. wskutek mikro drgań w procesie
skrawania); w tym celu obrócić śrubę regulacyjną w prawo do wyczuwalnego oporu,
- odkręcić śrubę blokującą o jeden obrót,
- zapamiętać położenie skali regulacyjnej,
- obrócić śrubę regulacyjną w lewo o jeden pełny obrót,
- obrócić śrubę regulacyjną w prawo do pozycji o 5 działek elementarnych przed zapamiętanym położeniem
skali,
- dokręcić śrubę blokującą,
- rozpocząć obróbkę.
Zaleca się okresowe smarowanie ruchomych elementów głowicy smarem stałym.
info.tech. 182-184 ® 209
tech.info. 206-213
тех.инфо.