
Page 213 - Pafana
P. 213
III. NARZĘDZIA OBROTOWE ROTARY TOOLS ОБОРОТНЫЕ ИНСТРУМЕНТЫ
3.1. modułowy system wytaczarski “MULTI PAFANA” / boring modular system “MULTI PAFANA “
модульная система вытачивания “MULTI PAFANA”.
технические информации
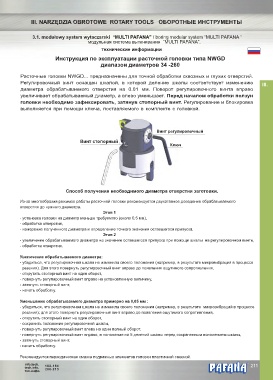
Инструкция по эксплуатации расточной головки типа NWGD
диапазон диаметров 34 -260
Расточные головки NWGD... предназначены для точной обработки сквозных и глухих отверстий.
Регулировочный винт оснащен шкалой, в которой деление шкалы соответствует изменению
III.
диаметра обрабатываемого отверстия на 0.01 мм. Поворот регулировочного винта вправо
увеличивает обрабатываемый диаметр, а влево уменьшает. Перед началом обработки ползун
головки необходимо зафиксировать, затянув стопорный винт. Регулирование и блокировка
выполняется при помощи ключа, поставляемого в комплекте с головкой. ....................................
Винт регулировочный
Винт стопорный
Ключ
Способ получения необходимого диаметра отверстия заготовки.
Из-за многообразия режимов работы расточной головки рекомендуется двухэтапное доведение обрабатываемого
отверстия до нужного диаметра.
Этап 1
- установка головки на диаметр меньше требуемого (около 0,5 мм),
- обработка отверстия,
- измерение полученного диаметра и определение точного значения оставшегося припуска.
Этап 2
- увеличение обрабатываемого диаметра на значение оставшегося припуска при помощи шкалы на регулировочном винте,
- обработка отверстия.
Увеличение обрабатываемого диаметра:
- убедиться, что регулировочная шкала не изменила своего положения (например, в результате микровибраций в процессе
резания). Для этого повернуть регулировочный винт вправо до появления ощутимого сопротивления,
- открутить стопорный винт на один оборот,
- повернуть регулировочный винт вправо на установленную величину,
- затянуть стопорный винт,
- начать обработку.
Уменьшение обрабатываемого диаметра примерно на 0,05 мм :
- убедиться, что регулировочная шкала не изменила своего положения (например, в результате микровибраций в процессе
резания); для этого повернуть регулировочный винт вправо до появления ощутимого сопротивления,
- открутить стопорный винт на один оборот,
- сохранить положение регулировочной шкалы,
- повернуть регулировочный винт влево на один полный оборот,
- повернуть регулировочный винт вправо, в положение на 5 делений шкалы перед сохраненным положением шкалы,
- затянуть стопорный винт,
- начать обработку.
Рекомендуется периодическая смазка подвижных элементов головки пластичной смазкой.
info.tech. 182-184 ® 211
tech.info. 206-213
тех.инфо.