
Page 192 - Pafana
P. 192
III. NARZĘDZIA OBROTOWE ROTARY TOOLS ОБОРОТНЫЕ ИНСТРУМЕНТЫ
3.1. modułowy system wytaczarski “MULTI PAFANA” / boring modular system “MULTI PAFANA “
модульная система вытачивания “MULTI PAFANA”.
ZEST
NWGW 10300 GW 10300
ZESTAW WYTACZARSKI NWGW 10300 / AW WYTACZARSKI NWGW 10300 / BORING HEAD SETBORING HEAD SET NW
КОМПЛЕКТ ДЛЯ РАСТОЧКИ
КОМПЛЕКТ ДЛЯ РАСТОЧКИ NWGW 10300 NWGW 10300
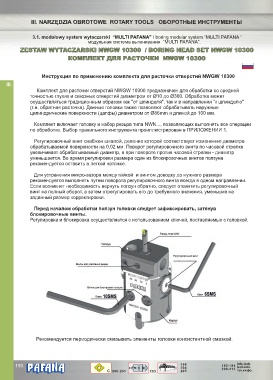
Инструкция по применению комплекта для расточки отверстий NWGW 10300
III.
Комплект для расточки отверстий NWGW 10300 предназначен для обработки со средней
точностью глухих и сквозных отверстий диаметром от Ø10 до Ø300. Обработка может
осуществляться традиционным образом как "от шпинделя", так и в направлении "к шпинделю"
(т.н. обратная расточка). Данные головки также позволяют обрабатывать наружные
цилиндрические поверхности (цапфы) диаметром от Ø86mm и длиной до 100 мм.
Комплект включает головку и набор резцов типа NWN..., позволяющих выполнять все операции
по обработке. Выбор правильного инструмента проиллюстрирован в ПРИЛОЖЕНИИ 1.
Регулировочный винт снабжен шкалой, деление которой соответствует изменению диаметра
обрабатываемой поверхности на 0,02 мм. Поворот регулировочного винта по часовой стрелке
увеличивает обрабатываемый диаметр, а при повороте против часовой стрелки - диаметр
уменьшается. Во время регулировки размера один из блокировочных винтов ползуна
рекомендуется оставить в легкой натяжке.
Для устранения микро-зазора между гайкой и винтом доводку до нужного размера
рекомендуется выполнять путем поворота регулировочного винта всегда в одном направлении.
Если возникнет необходимость вернуть ползун обратно, следует отвинтить регулировочный
винт на полный оборот, а затем отрегулировать его до требуемого значения, уменьшив на
заданный размер корректировки.
Перед началом обработки ползун головки следует зафиксировать, затянув
блокировочные винты.
Регулировка и блокировка осуществляется с использованием ключей, поставляемых с головкой.
Рекомендуется периодически смазывать элементы головки консистентной смазкой.
190 199 182-184 info.tech.
tech.info.
204 206-213
C 250-251 203 205 тех.инфо.