
Page 190 - Pafana
P. 190
III. NARZĘDZIA OBROTOWE ROTARY TOOLS ОБОРОТНЫЕ ИНСТРУМЕНТЫ
3.1. modułowy system wytaczarski “MULTI PAFANA” / boring modular system “MULTI PAFANA “
модульная система вытачивания “MULTI PAFANA”.
NW
ZESTAW WYTACZARSKI NWGW 10300 / AW WYTACZARSKI NWGW 10300 / BORING HEAD SETBORING HEAD SET NWGW 10300 GW 10300
ZEST
КОМПЛЕКТ ДЛЯ РАСТОЧКИ NWGW 10300 NWGW 10300
КОМПЛЕКТ ДЛЯ РАСТОЧКИ
Instrukcja obsługi zestawu wytaczarskiego NWGW 10300
III.
Zestaw wytaczarski NWGW 10300 przeznaczony jest do obróbki średnio dokładnej otworów
przelotowych i nieprzelotowych o średnicy od Ø10 do Ø300. Obróbka może być prowadzona
tradycyjnie „od wrzeciona” jak i w kierunku „do wrzeciona” (tzw. wytaczanie wsteczne).
W/w głowice umożliwiają również obróbkę zewnętrznych powierzchni walcowych (czopów)
o średnicach do Ø86mm i długości do 100mm.
W skład zestawu wchodzi głowica i komplet noży typu NWN…. pozwalających wykonać
wszystkie przewidziane zabiegi obróbkowe. Dobór właściwego narzędzia ilustruje ZAŁĄCZNIK 1.
Śruba regulacyjna wyposażona jest w skalę, której działka elementarna odpowiada zmianie
średnicy obrabianej o 0.02 mm. Obracanie śruby regulacyjnej w prawo zwiększa średnicę
obrabianą a w lewo zmniejsza. W trakcie regulacji wymiaru zaleca się pozostawienie niewielkiego
napięcia jednej ze śrub blokujących suwak.
Aby wyeliminować mikro-luz w układzie śruba-nakrętka zaleca się dochodzenie do właściwego
wymiaru obracając śrubą regulacyjną zawsze w tę samą stronę. Jeżeli zajdzie konieczność
cofnięcia suwaka należy cofnąć o pełny obrót śruby regulacyjnej a następnie wyregulować
do wymaganej wartości pomniejszonej o żądaną korekcję.
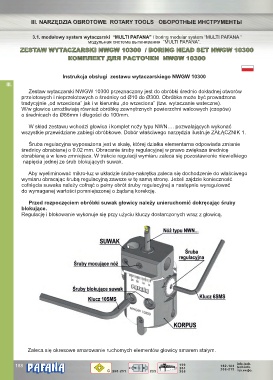
Przed rozpoczęciem obróbki suwak głowicy należy unieruchomić dokręcając śruby
blokujące.
Regulację i blokowanie wykonuje się przy użyciu kluczy dostarczonych wraz z głowicą.
Zaleca się okresowe smarowanie ruchomych elementów głowicy smarem stałym.
info.tech.
188 199 182-184 tech.info.
204 206-213
C 250-251 203 205 тех.инфо.