
Page 191 - Pafana
P. 191
III. NARZĘDZIA OBROTOWE ROTARY TOOLS ОБОРОТНЫЕ ИНСТРУМЕНТЫ
3.1. modułowy system wytaczarski “MULTI PAFANA” / boring modular system “MULTI PAFANA “
модульная система вытачивания “MULTI PAFANA”.
ZESTAW WYTACZARSKI NWGW 10300 / AW WYTACZARSKI NWGW 10300 / BORING HEAD SETBORING HEAD SET NW
NWGW 10300 GW 10300
ZEST
КОМПЛЕКТ ДЛЯ РАСТОЧКИ NWGW 10300 NWGW 10300
КОМПЛЕКТ ДЛЯ РАСТОЧКИ
Instruction manual of boring head set NWGW 10300
III.
The boring head sets NWGW 10300 are designed for medium machining of through and blind
holes with a diameter from Ø10 to Ø300. Machining may be conducted traditionally „from the spindle”
and „toward the spindle” (so called reverse boring). The afore-mentioned heads also allow machining
of external cylindrical surfaces (pivots) with a diameter up to Ø86mm and length up to 100mm.
The boring head set includes a head and set of toolholders of NWN…. type allowing for all planned
machining operations. The selection of a proper tool is illustrated by ENCLOSURE 1.
The adjustment screw is equipped with a scale whose reading interval corresponds to the change
of a machined diameter by 0.02 mm. Turning the adjustment screw clockwise increases the machined
diameter and turning it anticlockwise - decreases. Leaving a small tension of one of locking screws
while adjusting the dimension is recommended.
In order to eliminate a micro-play in a screw -nut system achieving the proper dimension by turning
the adjustment screw only in the same direction is recommended. If there is the need to reverse
a slide it must be reversed by a full turn of the adjustment screw then adjusted to the required
value less the requested correction.
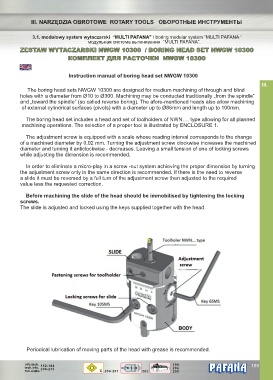
Before machining the slide of the head should be immobilised by tightening the locking
screws.
The slide is adjusted and locked using the keys supplied together with the head.
Periodical lubrication of moving parts of the head with grease is recommended.
info.tech. 182-184 199 ® 189
tech.info. 206-213 204
тех.инфо. C 250-251 203 205