
Page 109 - Pafana
P. 109
I. NOŻE TOKARSKIE SKŁADANE - informacje techniczne
noże tokarskie składane do gwintu
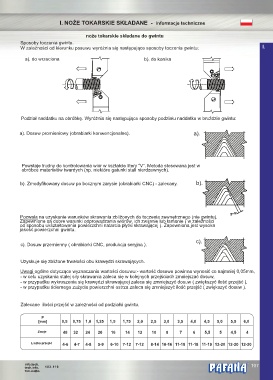
Sposoby toczenia gwintu.
W zależności od kierunku posuwu wyróżnia się następujące sposoby toczenia gwintu: I.
a). do wrzeciona b). do konika
Podział naddatku na obróbkę. Wyróżnia się następujące sposoby podziału naddatku w bruździe gwintu:
a). Dosuw promieniowy (obrabiarki konwencjonalne). a).
Powstaje trudny do kontrolowania wiór w kształcie litery “V”. Metoda stosowana jest w
obróbce materiałów twardych (np. niektóre gatunki stali nierdzewnych).
b). Zmodyfikowany dosuw po bocznym zarysie (obrabiarki CNC) - zalecany. b).
Pozwala na uzyskanie warunków skrawania zbliżonych do toczenia zewnętrznego (nie gwintu).
Zapewnione są dobre warunki odprowadzania wiórów, ich zwijanie lub łamanie ( w zależności
od sposobu ukształtowania powierzchni natarcia płytki skrawającej ). Zapewniona jest wysoka
jakość powierzchni gwintu.
c).
c). Dosuw przemienny ( obrabiarki CNC, produkcja seryjna ).
Uzyskuje się zbliżone trwałości obu krawędzi skrawających.
Uwagi ogólne dotyczące wyznaczania wartości dosuwu:- wartość dosuwu powinna wynosić co najmniej 0,05mm,
- w celu uzyskania stałej siły skrawania zaleca się w kolejnych przejściach zmniejszać dosuw,
- w przypadku wykruszenia się krawędzi skrawającej zaleca się zmniejszyć dosuw ( zwiększyć ilość przejść ),
- w przypadku ściernego zużycia powierzchni ostrza zaleca się zmniejszyć ilość przejść ( zwiększyć dosuw ).
Zalecane ilości przejść w zależności od podziałki gwintu.
P
[mm] 0,5 0,75 1,0 1,25 1,5 1,75 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
Zwoje 48 32 24 20 16 14 12 10 8 7 6 5,5 5 4,5 4
Liczba przejść
4-6 4-7 4-8 5-9 6-10 7-12 7-12 8-14 10-16 11-18 11-18 11-19 12-20 12-20 12-20
info.tech. ® 107
tech.info. 103-119
тех.инфо.